


机床主轴轴承是精密机床及类似设备的主轴轴承,它对保证精密机床的工作精度和使用性能。主轴轴承的正确配置是指轴承类型的组合和前后轴承的布置,不同的配置就决定了机床主轴不同的负荷能力、运转速度、刚度、温升和使用寿命,尤其是对刚度和温升的影响更为显著,所以应根据机床工作特性的要求合理地配置主轴轴承。从功能和结构上,主轴轴承可分为滚动轴承和滑动轴承两大类。

跑合运转的目的是为了使轴承在正式使角前,使其滚子与滚道通过跑合,能具有良好的接触条件,以保持轴承有良好的接触精度,并避免轴承一开始在高速和重载使用时引起滚子与滚道的损坏,从而提高了轴承的寿命和精度'由于圆锥滚子轴承并不是完全的滚动接触,在滚子端面与内环的台肩之间存在着滑动,如果接触条件不好,很易出现咬合损坏的现象,故对这类轴承更应重视跑合运转。
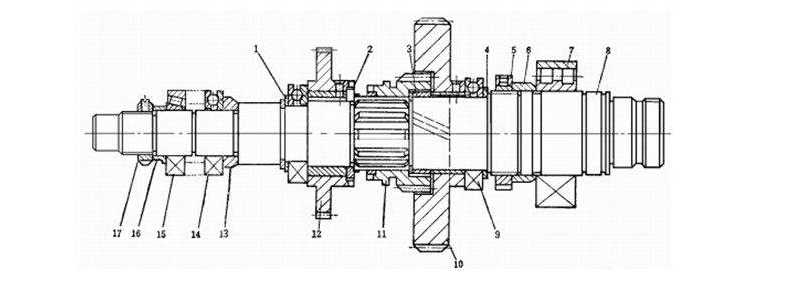
机械主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件(齿轮或带轮)等组成主轴部件。在机器中主要用来支撑传动零件如齿轮、带轮,传递运动及扭矩,如机床主轴;有的用来装夹工件,如心轴。除了刨床、拉床等主运动为直线运动的机床外,大多数机床都有主轴部件。主轴部件的运动精度和结构刚度是决定加工质量和切削效率的重要因素。

主轴轴承类型的性能比较
主轴轴承是数控机床主轴内一个重要的零部件,在主轴传动过程中,可以起到支撑机械体旋转和减小摩擦的作用。轴承由于其类型、结构、配置和精度的不同,以及安装、调整程度的好坏,将对主轴部件的工作性能起到直接的影响。从功能和结构上,主轴轴承可分为滚动轴承和滑动轴承两大类,滑动轴承依据其产生油膜的压强方式区别,可以分为液体动压轴承和液体静压轴承。
滚动轴承旋转精度一般或者较好,在无间隙或预紧下工作时可能很高。刚度一般或较好,仅与轴承型号有关,承载能力也是如此。抗振性表现欠佳,低、中速性能较好,高速时受疲劳强度、离心力、温升等因素限制。摩擦损耗较小,噪音较大,寿命受疲劳强度限制。生产、使用和维修相对简单,已具备标准化和系列化,可以低成本批量生产。
动压轴承旋转精度一般,但精度保持性较好。刚度和承载能力高,且随转速与荷载升高而增大。抗震性能好,中、高速性能较好,低速时因不能形成油膜,无承载能力,超高速受温升限制。摩擦损耗很小,无噪音,在不频繁启动时寿命较长。生产成本较低,但工艺要求较高,需本厂自制,使用和维修也比较麻烦。
静压轴承旋转精度很高,保持性也好。刚度和承载能力很高,与转速和荷载无关,与节流形式、油腔相对压差有关。抗震性能表现优异,适应各种运行速度,尤其是低速和超高速运行。摩擦损耗很小,无噪音,寿命非常长。由于除了本身成本外,还需要一套供油设备,故总成本较高,且生产工艺要求也高,需本厂自制,使用和维修比较麻烦。
选择所使用的轴承类型和组合方式时,应综合考虑主轴部件在各个方面的要求,以及轴承的供给情况、成本、安装调试的难易度等因素。通常情况下,主轴应首选滚动轴承,尤其是对于立式主轴而言,只有当主轴水平放置,且加工工件的表面粗糙度数值较小时,才使用滑动轴承。
主轴轴承的润滑方式
1、轴承洗净后填充润滑脂的顺序
润滑脂填充方法不同,会产生初期磨合运转时的升温不稳定、异常升温、初期磨合时间长、甚至发生烧伤等现象。因此必须根据使用条件,采用适当的润滑脂及适当的填充量来进行正确填充。
(1)填充前的确认事项
确认轴承内部没有残余异物。建议对于高速主轴用轴承,应先清洗、脱脂,再填充润滑脂。
其他的应用时,也建议先清除附着在轴承内部的防锈油。
(2)填充润滑脂时
为填充适量的润滑脂,建议使用注脂器。最好使用使用可读填充数的注脂器。
(3)润滑脂填充量
精密轴承润滑脂填充量推荐值:
高速主轴用角接触球轴承,空间容积的15%士20%
高速主轴用圆柱滚子轴承,空间容积的10%?%
电机用球轴承,空间容积的20%——-30%
2、球轴承的润滑脂填充方式
(1)在各个球之间,均匀地填充润滑脂。如果是外圈引导的酚醛树脂保持架,建议在保持架引导面也薄薄地涂上润滑脂。
(2)用手转动轴承,使润滑脂均匀地进入滚道面、保持架内部、各个球之间、引导面等各处,使润滑脂充满轴承内部空间。
3、圆柱滚子轴承的润滑脂填充方法
(1)将填充量的80%的润滑脂,均匀地涂在滚子的滚动面上。这时,建议保持架内侧部不要涂抹太多润滑脂。保持架内侧的润滑脂,在初期磨合运转阶段,较难扩散,会使温升增高,也会延长磨合运转时间。
(2)滚子滚道面的润滑脂将会扩散到滚子的端面、保持架与滚子的接触部位,以及兜孔部入口处,使润滑脂均匀地分布到轴承整体。
(3)将填充量20%的润滑脂,均匀薄薄地涂在将安装进轴承座的外圈滚道面上。
主轴轴承的安装
轴承的安装是否正确,直接影响着轴承的精度、寿命、性能。因此希望设计及安装部门对于轴承的安装要充分探讨,并按照操作标准进行安装。操作标准的项目如下:
1、轴承的清洗
为防止运输和存放时的尘埃及锈蚀,产品出货时都在轴承表面涂了防锈油。
拆开包装之后,首先要清洗掉防锈油。(已填充润滑脂或带有密封圈的轴承,不需要清洗)
1)轴承一般使用煤油或汽油作为清洗液。
2)将清洗槽按粗洗和精洗分开,并分别在槽底垫上金属网,使轴承不直接接触清洗槽内的脏物。
3)在粗洗槽内,要尽量避免转动轴承,用刷子等大致清除附着在轴承表面上的脏物之后,在放到精洗槽中。
4)在精洗槽中,将轴承轻轻转动来进行清洗。精洗槽内清洗油必须经常保持清洁。
5)清洗之后进行脱脂,如果是润滑脂,则进行填充润滑脂的工。如果是油气润滑,则尽量在轴承不旋转的状态下,安装到主轴上。(此时,在轴承表面和内部涂上一层薄薄的润滑油,则效果更好。)
2、检查相关部件的尺寸
1)检查轴和轴承座
a.轴和轴承座,要清洗干净,轴承及隔圈表面不允许存在伤痕、毛刺、毛边等。
b.检查轴和轴承座的尺寸,确认是否符合与轴承内外径的公差配合。
c.测量(包括安装)N应在恒温室里进行。当被测物的温度处于稳定状态后,用千分尺或内径千分表进行测量。(必须多点测量,检查有无明显的尺寸差。)
2)隔圈的检查
主轴上配置的隔圈平行度应控制在0.003mm以下。隔圈平行度的不良会带来轴承的倾斜,导致精度不良、噪音等问题。
3、轴承的安装
将已填充润滑脂的轴承(脂润滑)或脱脂清洗之后的轴承(油润滑),安装到主轴或轴承座上。
安装方法根据内外圈的配合而有所不同。对于内圈旋转为多数的机床用轴承,内圈多采用过盈配合,圆柱孔轴承一般采用热装方法。
外圈多采用间隙配合,安装较为容易,有时为使安装更为容易也使用将轴承座加热的方法。
圆锥孔轴承是将内圈直接固定在锥形轴上,用于高速回转时,必须控制好安装时的径向游隙,建议使用GN量规。
1)圆柱孔轴承的安装
a.用压力机压入的方法
小型轴承广泛使用压力机压入方法,用垫块顶住内圈,用压力机渐渐压制内圈紧密地接触到轴挡肩为止。(将外圈垫上垫块安装内圈,会造成滚到面出现压痕、压伤,所以要绝对禁止)另外,操作时最好事先在配合面上涂油。用锤子敲打安装的方法,对于精密轴承是禁止的。
对圆柱滚子轴承、圆锥滚子轴承之类的可分离型轴承,可将内圈、外圈分别安装到轴和轴承座上。将分别安装好的内圈和外圈组合时,注意勿使二者中心产生偏离,慢慢地将内外圈组合起来非常重要。如果硬性地压入,有可能造成滚动面的卡伤。
b.热装的方法
过盈量大的轴承,压入时需要很大的压力,所以很难安装。因此,将轴承内圈加热膨胀,再装到轴上的热装方法广为使用。使用这种方法,不会给轴承增加不当的负荷,并可在短时间内完成作业。
轴承的加热温度,按照正常尺寸、所需过盈量参考。热装作业需注意以下几点:
①不将轴承加热至120℃以上。
②为避免轴承安装过程中由于内圈冷却导致安装困难。应将轴承加热到比所需温度高20℃-
30℃程度。
③热装后的轴承逐渐冷却下来,宽度方向也同时收缩。所以要用轴螺母或其他适合的方法,使之紧固,以防止内圈与轴挡肩之间产生间隙。
2)角接触球轴承安装时注意事项
角接触球轴承,因结构上的原因,单个轴承只可承受一个方向的负荷。因此,安装到轴或轴承座时,使外界负荷只施加于可承受负荷一则而非另一则是非常重要的。
组合轴承时,对于背对背组合及面对面组合,其装入到轴或轴承座的顺序不同,务必注意。
a.背对背组合
①.将轴承装到轴上
②紧固轴螺母,施加预紧。
③将轴和轴承装进轴承座,用压盖进行固定。
b.面对面组合
①将轴承装进轴承座。
②拧紧压盖,施加预紧。
③将轴装入轴承内圈,紧固轴螺母。
拆卸时,按照相反顺序进行。
4、机床主轴轴承安装详解:
1)压入配合
高速机床主轴轴承内圈与轴使紧配合,外圈与轴承座孔是较松配合时,可用压力机将轴承先压装在轴上,然后将轴连同轴承一起装入轴承座孔内,压装时在轴承内圈端面上,垫一软金属材料做的装配套管(铜或软钢),装配套管的内径应比轴颈直径略大,外径直径应比轴承内圈挡边略小,以免压在保持架上。
轴承外圈与轴承座孔紧配合,内圈与轴为较松配合时,可将轴承先压入轴承座孔内,这时装配套管的外径应略小于座孔的直径。如果轴承套圈与轴及座孔都是紧配合时,安装室内圈和外圈要同时压入轴和座孔,装配套管的结构应能同时押紧轴承内圈和外圈的端面。
2)加热配合
通过加热轴承或轴承座,利用热膨胀将紧配合转变为松配合的安装方法。是一种常用和省力的安装方法。此法适于过盈量较大的高速机床主轴轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固。
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热装方法,可以避免配合面受到擦伤。用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,高速机床主轴轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度降低。
5、轴承的紧固
a.内圈的紧固
为将轴承内圈紧固在轴上,一般在轴上加工螺纹,用螺母来进行紧固。尽管螺母的螺纹部分和端面之间垂直度非常重要,但即使对精度很高的单个螺母,也会因轴和螺母间的间隙在紧固时产生偏离、倾斜。这样会导致轴和轴承的弯曲,所以为保证轴的旋转精度,必须进行调整。螺母要充分紧固,以防止出现松动。
在高速高精度主轴上,为避免使用螺母紧固时因螺母倾斜或螺纹间隙引起的不平衡,多使用轴套固定方法,利用轴与轴套内径大的盈量进行轴向固定。但相比螺母紧固,在连续运转下较容易发生松动,因此必须定期检查。
在组合角接触球轴承之间,放置较宽的隔圈时,如果螺母拧紧力过大,将造成内圈隔圈的变形,导致安装时的预紧量大于设定值。
b.外圈的紧固
为将外圈固定在轴向,通常使用螺栓对压盖进行紧固。如果紧固量过大或不均匀时,外圈滚道面较容易产生变形。建议使压盖和轴承座端面的间隙在0.01——0.05mm之间进行调整。
注意在高速运转时,轴承与轴的过盈量变大,所需压入力也随之变大,螺母的紧固力必须相应加大。
滚珠丝杠支撑用推力角接触球轴承时,推荐螺母紧固力为预紧力的2.5——3倍。
